



在食品加工领域,水的品质直接关乎产品的口感、质量与安全,这使得 “食品厂选用哪种水处理设备” 成为至关重要的决策难题。不同的食品生产环节对水质要求差异很大,需要针对性地选择合适的水处理设备,才能既保障产品品质,又控制好成本。下面就为大家详细分析各类常见设备及其适用场景。
一、饮料生产 —— 超滤 + 反渗透联用净水机
对于饮料生产厂而言,水源的纯净度极大影响着产品风味。若水中含有过多杂质、异味或微生物,饮料成品可能出现浑浊、异味等问题,严重影响消费者体验。此时,一款配备精密过滤系统,如超滤与反渗透联用的净水机是理想之选。超滤膜能有效截留大分子有机物、胶体等,反渗透技术则进一步去除溶解性盐类、重金属离子,确保进入生产线的水清澈透明、口感清甜,为打造爆款饮料奠定坚实基础。比如生产果汁饮料,水中杂质会影响果汁的色泽和口感稳定性,经过这种组合设备处理后,能最大程度保留果汁原有风味,延长保质期。
二、烘焙食品 —— 离子交换软化净水机
烘焙食品厂同样对水质要求颇高。水中的硬度离子若不处理,在和面、醒发等环节,可能导致面团韧性不佳、发酵不均匀,进而影响面包、糕点的松软度与外观。食品厂应选用具备离子交换功能的净水机,精准去除钙、镁离子,将硬水软化,保障烘焙工艺顺利进行,让每一款点心都散发诱人魅力。像制作欧式面包,对水质的软硬度要求严格,合适的软化水设备能让面团更好地形成面筋网络,烤出的面包外皮酥脆、内部柔软。
三、乳制品加工 —— 杀菌功能强大的净水机
在乳制品加工环节,卫生标准近乎严苛。净水机不仅要去除常见杂质,更需具备强大的杀菌功能,例如采用紫外线杀菌与臭氧消毒结合的方式,杜绝水中细菌、病毒以及芽孢的残留,全方位守护牛奶、酸奶等产品的纯净品质,让消费者放心饮用。毕竟乳制品富含营养物质,极易受微生物污染,从源头把控水质安全尤为关键。例如生产婴幼儿奶粉,哪怕极少量的微生物都可能对宝宝健康造成威胁,这类强力杀菌的净水机能有效保障奶源用水安全。
四、肉制品加工 —— 大流量自清洗净水机
肉制品加工过程,血水、杂质较多,对净水机的抗污堵能力提出考验。食品厂需挑选拥有大流量、自清洗功能的净水机,确保在处理大量血水混合废水时,滤芯不易堵塞,持续稳定地提供干净水源,维持生产节奏不停歇。比如大型肉类屠宰加工厂,每天产生大量污水,自清洗功能可减少人工维护频率,保证设备高效运行,降低生产成本。
五、通用型设备推荐
西安反渗透纯水设备:采用国外进口的反渗透膜,能有效截留水中的杂质、细菌及微生物,确保出水水质达到食品行业所需的标准。设备的增压泵采用国内外一线品牌,运行效率高且稳定性好,能够在保证产水品质的同时,降低能耗和噪音污染。还具备全自动化的电力控制系统,实现无人操作,运行成本也相对较低 ,适用于对水质要求极高,需制备高纯度水的各类食品生产场景。
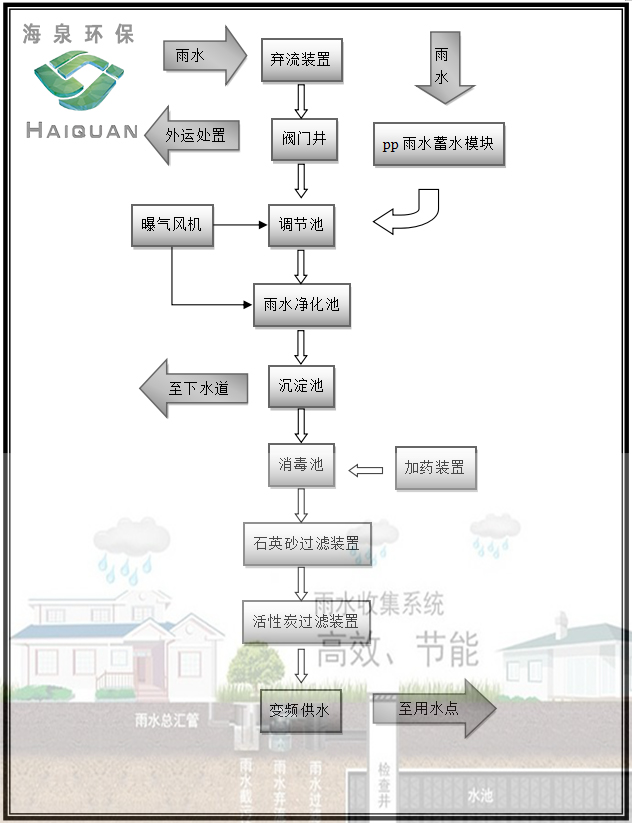
西安一体化污水处理设备:以冷食厂加工一体化污水处理设备为例,它集化学沉淀、过滤、吸附、曝气、沉淀和膜分离等多种工艺于一体。能有效处理食品厂生产过程中的污水,达到国家排放标准。设备结构紧凑,占地面积小,适合在场地有限的食品厂安装使用。配备全自动电气控制系统和设备故障报警系统,运行安全可靠,维护方便 ,对于食品厂污水终端处理环节十分实用。
食品厂在选择水处理设备时,要综合考虑自身产品类型、生产规模、水源状况以及预算等多方面因素。必要时可咨询专业的水处理设备供应商,让其根据实际情况量身定制适配的解决方案,从前期精准选型,到中期安装调试,再到后期维护保养,获得全程一站式贴心服务,从而为食品生产提供可靠的水质保障,助力企业提升产品品质与市场竞争力。